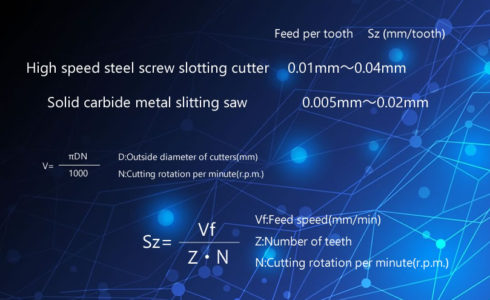
超硬製品の特徴 超硬ソリッド製品の特徴 ハイス製品に比較して、振れ、面粗度等高い精度で加工されていますので、切削面の仕上精度が改善されます。 鋼から鋳鉄まで幅広い被削材の高速切削で、切削時間を大幅に短縮できます。 ハイス製品より耐摩性にすぐれていますので工具交換のサイクルを伸ばしコスト低減がはかれます。 使用上の注意 切削に際しては、切込み深さに影響しない限り、出来るだけ大きなフランジで両側から主軸に固定して下さい。 メタルソー、フライスは厚さが薄くなる程、振動やスラスト応力に敏感ですので機械は最良の状態でご使用下さい。 外周振れ、側振れがありますとトラブルの原因となりますので、充分ご注意ください。 超硬材種の選定基準 JIS使用分類記号性能傾向被削材材種の特長および作業条件K01↑対摩耗性 靭性↓高硬度鋳鉄、チルド鋳鉄、調質鋼、鋳鉄、石材硬い鋳鉄切削で刃先強度を要求されるような場合やクレーター性等のような熱的摩耗要因よりも、逃げ面摩耗のような機械的なすきとり摩耗が問題となる作業条件のときに適しています。K10普通鋳鉄、チルド鋳鉄、調質鋼、アルミニウム合金鋳鉄の一般フライス加工に適しています。また鋼の湿式断続切削や、微少送り、微少切込み切削には、鋼切削用材種より寿命が長いといわれています。K20普通鋳鉄、アルミニウム合金、非鉄金属、木材靱性がありますので刃先のクサビ角を小さくしなければならないような非鉄金属の切削に適しています。超微粒子Z01↑対摩耗性靭性↓鋼、鋳鉄、非鉄金属、非金属従来の超硬合金と同じ硬さでも高い靱性をもっておりますので、微少送り、微少切込み、低速切削において高性能を発揮し、小径あるいは薄肉工具の精密加工に適しています。Z10Z20 切削条件について MRTの技術